")
")
Фирма «PAUL» давно известна как производитель надёжных , высокопроизводительных кромкообрезных станков. С созданием первого кромкообрезного станка в 1948г. было положено успешное начало истории фирмы «PAUL» как производителя передовой, деревообрабатывающей техники.
Именно эти станки, получившие название KME 2 и производящиеся начиная с 50-ых годов и по сегодняшний день, основали репутацию фирмы «PAUL»как компетентного и надёжного машиностроительного предприятия. На данный момент более 7500 кромкообрезных и многопильных станков задействованы на ведущих деревообрабатывающих производствах всего мира.
Фирма «PAUL» является всемирным лидером на рынке кромкообрезного оборудования, предлагает не только единичные станки, но и комплексные решения производственных линий для д/о и лесопильных рпоизводств.
НАЗНАЧЕНИЕ:
Предназначен для обрезки и продольного раскроя необрезного пиломатериала с целью получения обрезной доски необходимой ширины.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется в массовом и серийном производстве на лесопильных и деревообрабатывающих предприятиях высокой производительности в качестве станков второго ряда.
СХЕМА ОБРАБОТКИ

ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- компактная, закрытая форма
- надёжная, сварная конструкция
- массивная станина, исключающая вибрацию
- применение в конструкции высокоточных деталей
- крепление вращающихся деталей в пылезащитных подшипниковых опорах
- применение поверхностного упрочнения в конструкции пильного вала станка
- мощность главного привода до 75 кВт
- свободное пространство под пильным валом и нижними роликами позволяющее легко удалять опилки из рабочей зоны станка
Станок может использоваться как кромкообрезной, так и в качестве многопильного станка. Могут быть в механическом, электрическом, частичном или полностью гидравлическом исполнении, с фиксированным пильным поставом или оснащённые плавающими пильными буксами количеством до 4-х штук , с мощностью привода до 75 кВт и бесступенчато регулируемой скоростью подачи заготовки.
ВАРИАНТЫ ИЗГОТОВЛЕНИЯ
 KME 2/750 в полном гидравлическом исполнении, с регулируемой при помощи регулировочной штанги плиьным поставом.
KME 2/750 в полном гидравлическом исполнении, с регулируемой при помощи регулировочной штанги плиьным поставом.
 KME 2 /1000 с электро-механической регулировкой пильного вала
KME 2 /1000 с электро-механической регулировкой пильного вала
 KME 2/750 с фиксированным пильным валом
KME 2/750 с фиксированным пильным валом
СИСТЕМА ПОДАЧИ
Пять рифлёных вальцов системы подачи заготовки оснащённых приводом обеспечивают точную и надёжную подачу пиломатериала.
Цепной привод пяти вальцов системы подачи заготовки обеспечивает бесперебойную долголетнюю работу всей системы в целом. Регулировка скорости подачи заготовки осуществляется бесступенчато в диапазоне от 2 до 75 м/мин (опция от 2 до 90 м/мин) и устанавливается на ноль. Поверхность подающих вальцев — рифлёная.
Привод подачи осуществляется в стандартном исполнении посредством плавно регулируемого гидравлического редуктора. по желанию устанавливается усиленный привод подачи оснащённый гидромотором.
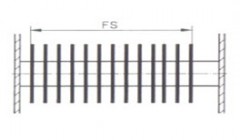
ПИЛЬНЫЙ ПОСТАВ: ФИКСИРОВАННЫЙ ИЛИ ПЛАВАЮЩИЙ
| KME 2/750 | KME 2/1000 | BM | ||
| a | Диапазон переустановки | 40-365 | 40-615 | 40-365 |
| MS | Макс. расст. между пилами | 530 | 780 | 530 |
| NSP(cтандарт) | Полезная длина пильной буксы | 55 и 110 | 55 и 110 | 55 и 110 |
| FS | Жёсткий постав: — на пильном валу — на пильной буксе |
605 550 |
861 810 |
605 550 |
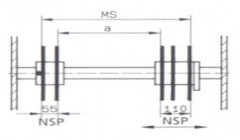
Как правило в стандартное оснащение станков входит:
- одна фиксированная пильная букса с полезной длиной 55мм (NSP 55)
- одна плавающая пильная букса с полезной длиной 110 мм (NSP 110)
По желанию станки изготавливаются с жёстким пильным поставом ( в этом случае станок применяется как многопильный) или с одной фиксированной и до 4-х плавающих пильных букс. Применяемые пилы диаметром 250-380 мм (250-460 для BM) можно фиксировать на пильных буксах с требуемым расстоянием при помощи дистанционных колец. Возможна установка пил непосредственно на пильном валу станка.
В ДЕТАЛЯХ
РЕГУЛИРОВКА ВЫСОТЫ ПРОПИЛА И ПЕРЕУСТАНОВКА ПИЛЬНОГО ПОСТАВА
| Исполнение | Переустановка пильного постава | Регулировка высоты пропила | Система управления |
| Полное гидравлическое | Гидравлическая (рис.2) | Гидравлическая | рычажный механизм или джойстик (опция) (рис. 3) |
| Частичное гидравлическое | Гидравлическая (рис.2) | ручная регулировка (рис.5) | рычажный механизм или джойстик (опция) (рис. 3) |
| Механическое | механическая | ручная регулировка (рис.5) | рычажный механизм |
| Электромеханическая система переустановки, бесступенчатая | электромеханическая | гидравлическая или вручную |
|
| Программируемая система переустановки (привод от сервомотора) |
|
гидравлическая или вручную |
|



Рис.1 Рис.2 Рис.3



Рис.4 Рис.5 Рис.6